







1、双泡壳包装是指用两张泡壳将纸卡与产品封装在一起的包装形式。其特点是需要高周波机将双泡壳封边,效率低,包装成本较高,但边缘整齐美观,产品外观。
2、吸卡包装是指将泡壳热合在带有吸塑油的纸卡表面,常见的超市电池包装多用此类。其特点是需要吸塑封口设备将产品封装在纸卡与泡壳之间。
应注意的问题是:
1.泡壳只能采用PVC和PETG胶片,否则无法热合或热合效果不佳;
2.高频模具的好坏决定了双泡壳边缘的质量。
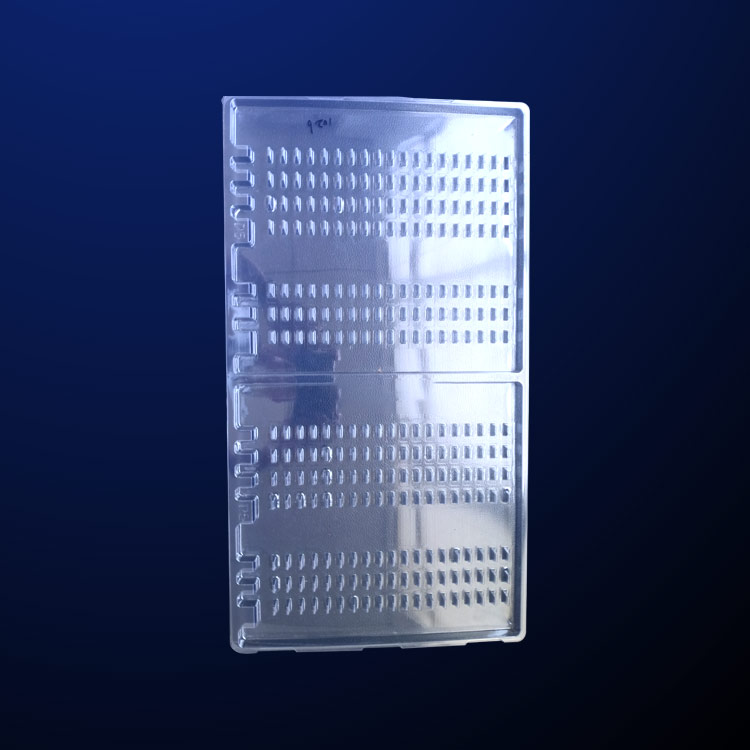
吸塑包装则常用的一种包装,用吸塑工艺生产出塑料制品,并用相应的设备对产品进行封装的总称。将吸塑包装盒片材经过高温加热后经过真空吸气、冷却成型为塑料盒状。可根据产品的形状加热塑造而成。吸塑包装的用途更加的广泛!而且想对来说工艺也并没有那么的复杂!
双泡壳包装是指用两张泡壳将纸卡与产品封装在一起的包装形式。其特点是需要高周波机将双泡壳封边,效率低,包装成本较高,但边缘整齐美观,产品外观。







市面上常见的产品有:日用品吸塑包装、小五金吸塑包装、汽车用品吸塑包装、电子产品吸塑包装、食品吸塑包装、化妆品吸塑包装、电脑周边设备吸塑包装、玩具吸塑包装、体育用品吸塑包装、文具用品吸塑包装等。
吸塑包装机原理:这种成型工艺主要是利用真空泵产生的真空吸力将加热软化后的PVC、PET、PETG、APTT、PP、PE、PS等热可塑性塑料片材经过模具吸塑成各种形状的真空罩、吸塑托盘、泡壳等。
吸管包装机,就看你要那样的包装吧,包装方式都有很多的


吸塑包装盒不良的原因及解决办法
吸塑包装盒不良的原因不外乎这么几点,厚薄不均、拉线、晶点、水纹或气泡等。下面由小编来一一向大家解释其原因以及解决办法。
①吸塑包装盒的厚薄不均,造成这个原因的总共有3点。是上架的问题,即当你将材料装到机器上的时候,位置的调整是很重要的,一旦出现摆放不规范或者错位,就会造成做出来的吸塑包装盒厚薄不均。这就需要我们在上架的时候注意位子的调整。第二则可能是片材在制造的过程中没有将厚度调整好,从而导致厚薄不均。这就需要你有一个的片材供应商。第三则是跟温度有关,不同的材料它所需要的温度是不一样的,假设温度没有调到合适的温度,那么也容易使吸塑包装盒厚薄不均。这就需要一位经验丰富的调机师傅才能结局问题了。
②吸塑包装盒上有拉线。造成拉线的原因主要与吸塑模具结构的合理性及质量有关,在一定程度上也跟吸塑机器的操作和上架的时候材料被挤压也有一定的关系。解决办法为找一家的吸塑模具厂商合作,在材料上架和调机的时候稍微注意一点就行。
③吸塑包装盒上有晶点。产生晶点的主要的原因就是材料质量出现了问题,如果用的是差的材料,那就是正常现象。如果是好的材料出现了这个问题,那就直接可以去找片材供应商的问题,肯定是片材商在里面加了些杂物。解决办法就是对片材进行一定的抽样检查,有问题及时找片材商协商或者更换片材商。 ④吸塑包装上有水波纹或者气泡。水波纹产生的原因跟吸塑盒的成型速度有很大的关系。而气泡则更可能是片材质量太差,在生产过程中渗入了空气导致的。解决方法,一个是注意控制吸塑成型的时间,第二个则是注意片材的质量,别一位的贪图小便宜。


您好,欢迎莅临乐鱼体育包装,欢迎咨询...





